

不锈钢焊接管的焊接缺陷会导致应力集中,降低承载能力,缩短使用寿命,甚至造成脆断。一般技术规程规定,裂纹、未焊透、未熔合和表面夹渣等是不允许有的;咬边、内部夹渣和气孔等缺陷不能超过一定的允许值,对于超标缺陷必须进行彻底去除和焊补。常见不锈钢焊接管的焊接缺陷产生原因、危害及防止措施简述如下。
一、焊缝尺寸不符合要求
焊缝尺寸不符合要求主要指焊缝余高及余高差、焊缝宽度及宽度差、错边量、焊后变形量等不符合标准规定的尺寸,焊缝高低不平,宽窄不齐,变形较大等。焊缝宽度不一致,除了造成焊缝成形不美观外,还影响焊缝与母材的结合强度;焊缝余高过大,造成应力集中,而焊缝低于母材,则得不到足够的接头强度;错边和变形过大,则会使传力扭曲及产生应力集中,造成强度下降。
产生的原因:不锈钢焊接管坡口角度不当或钝边及装配间隙不均匀;焊接工艺参数选择不合理;焊工的操作技能水平较低等。
预防措施:选择适当的坡口角度和装配间隙;提高装配质量;选择合适的焊接工艺参数;提高焊工的操作技术水平等。
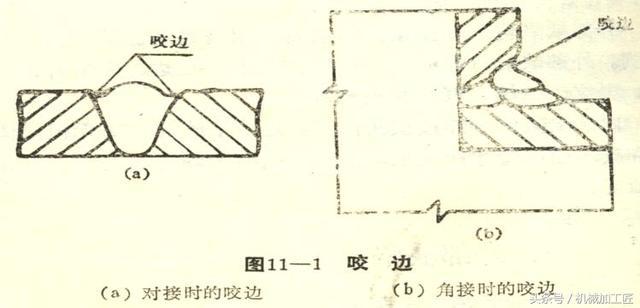
二、咬边
由于焊接工艺参数选择不正确或操作工艺不正确,在沿着焊趾的母材部位烧熔形成的沟槽或凹陷称为咬边。咬边不仅减弱了焊管焊接接头强度,而且因应力集中容易引发裂纹。
 201/304/316L不锈钢卷板
201/304/316L不锈钢卷板 201/304/316L/310S不锈钢板
201/304/316L/310S不锈钢板 不锈钢中厚板、开切、零售
不锈钢中厚板、开切、零售 不锈钢平板库存
不锈钢平板库存