
不锈钢焊接管的焊接缺陷会导致应力集中,降低承载能力,缩短使用寿命,甚至造成脆断。一般技术规程规定,裂纹、未焊透、未熔合和表面夹渣等是不允许有的;咬边、内部夹渣和气孔等缺陷不能超过一定的允许值,对于超标缺陷必须进行彻底去除和焊补。常见不锈钢焊接管的焊接缺陷产生原因、危害及防止措施简述如下。
一、焊缝尺寸不符合要求
焊缝尺寸不符合要求主要指焊缝余高及余高差、焊缝宽度及宽度差、错边量、焊后变形量等不符合标准规定的尺寸,焊缝高低不平,宽窄不齐,变形较大等。焊缝宽度不一致,除了造成焊缝成形不美观外,还影响焊缝与母材的结合强度;焊缝余高过大,造成应力集中,而焊缝低于母材,则得不到足够的接头强度;错边和变形过大,则会使传力扭曲及产生应力集中,造成强度下降。
产生的原因:不锈钢焊接管坡口角度不当或钝边及装配间隙不均匀;焊接工艺参数选择不合理;焊工的操作技能水平较低等。
预防措施:选择适当的坡口角度和装配间隙;提高装配质量;选择合适的焊接工艺参数;提高焊工的操作技术水平等。
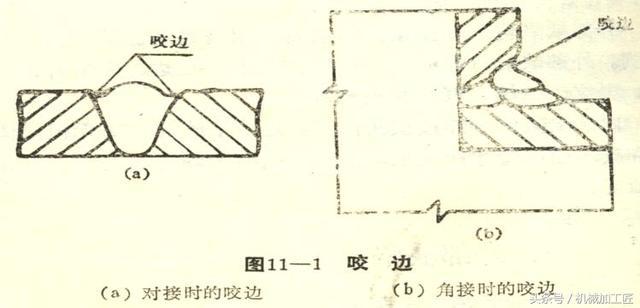
二、咬边
由于焊接工艺参数选择不正确或操作工艺不正确,在沿着焊趾的母材部位烧熔形成的沟槽或凹陷称为咬边。咬边不仅减弱了焊管焊接接头强度,而且因应力集中容易引发裂纹。

产生的原因:主要是电流过大、电弧过长、焊条角度不正确、运条方法不当等。
防止措施:焊条电弧焊焊接时要选择合适的焊接电流和焊接速度,电弧不能拉得太长,焊条角度要适当,运条方法要正确。
三、未焊透
未焊透是指不锈钢焊接管焊接时焊接接头根部未完全熔透的现象。未焊透处会造成应力集中,并容易引起裂纹。重要的焊接接头不允许有未焊透。

产生的原因:坡口角度或间隙过小,钝边过大,装配不良;焊接工艺参数选用不当,焊接电流太小,焊接速度太快;焊工操作技术不良等。
预防措施:正确选用和加工坡口尺寸,合理装配,保证间隙,选择合适的焊接电流和焊接速度,提高焊工的操作技术水平等。
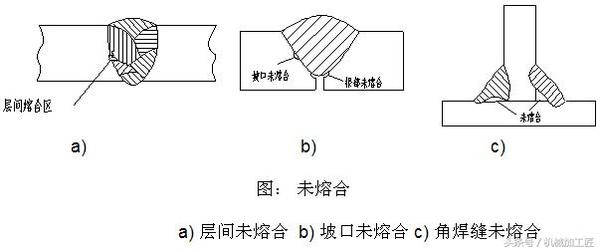
四、未熔合
未熔合是指熔焊时,焊道与母材之间或焊道与焊道之间未完全熔化结合的部分。未熔合直接降低了接头的力学性能,严重的未熔合会使焊接结构根本无法承载。
产生原因:主要是焊接不锈钢焊接管时速度快而焊接电流小,焊接热输入太低;焊条偏心,焊条与焊件夹角不当,电弧指向偏斜;坡口侧壁有锈垢及污物,层间
清渣不彻底等。
防止措施:正确地选择焊接工艺参数,认真操作,加强层间清理,提高焊工操作技术水平等。
五、焊瘤
焊瘤是指焊接过程中熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。焊瘤不仅影响了不锈钢焊接管焊缝的成形,而且在焊瘤的部位,往往还存在夹渣和未焊透。

产生的原因:钝边过小而根部间隙过大;焊接电流大而焊接速度快;焊工操作技能水平低等。
防止措施:根据不同的焊接位置要选择合适的焊接工艺参数,严格地控制熔孔的大小,提高焊工操作技术水平等。
六、弧坑
卫生级不锈钢焊管焊缝收尾处产生的下陷部分叫做弧坑。弧坑不仅使该处焊缝的强度严重削弱,而且由于杂质的集中,会产生弧坑裂纹。
产生原因:主要是熄弧停留时间过短;薄板焊接时电流过大。
防止措施:焊条电弧焊收弧时,焊条应在熔池处稍作停留或作环形运条,待熔池金属填满后再引向一侧熄弧;钨极氩弧焊时,要有足够的停留时间,填满焊缝后衰减熄弧。
七、气孔
焊接卫生级不锈钢焊管时,熔池中的气体在凝固时未能逸出而残留下来所形成的空穴称为气孔。气孔是一种常见的焊接缺陷,分为焊缝内部气孔和外部气孔。气孔有圆形、椭圆形、虫形、针状形和密集形等多种。气孔的存在不但会影响焊缝的致密性,而且将减小焊缝的有效面积,降低焊缝的力学性能。

产生原因:卫生级不锈钢焊管表面和坡口处有油污、锈、水分等污物存在;焊条电弧焊时焊条药皮受潮,使用前没有烘干;电弧过长或偏吹,熔池保护效果不好,空气侵入熔池;焊接电流过大,焊条发红、药皮提前脱落,失去保护作用;操作方法不当,如收弧动作太快,易产生缩孔,接头引弧动作不正确,易产生密集气孔等。
防止措施:焊前将坡口两侧20~30mm范围内的油污、锈、水分清除干净;严格地按焊条说明书规定的温度和时间烘焙;正确地选择焊接工艺参数,正确操作;尽量采用短弧焊接,野外施工要有防风设施;不允许使用失效的焊条,如焊芯锈蚀、药皮开裂、剥落、偏心度过大等。
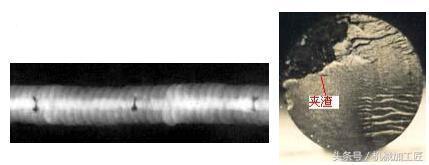
八、夹杂和夹渣
夹杂是残留在焊缝金属中由冶金反应产生的非金属夹杂和氧化物。夹渣是残留在焊缝中的熔渣。不锈钢焊接管夹渣可分为点状夹渣和条状夹渣两种。夹渣削弱了焊缝的有效断面,从而降低了焊缝的力学性能。夹渣还会引起应力集中,容易使焊接结构在承载时遭受破坏。产生原因:焊接过程中的层间清渣不净;焊接电流太小;焊接速度太快;焊接过程中操作不当;焊接
材料与母材化学成分匹配不当;坡口设计、加工不合适等。
防止措施:选择脱渣性能好的焊条;认真地清除层间熔渣;合理地选择焊接工艺参数;调整焊条角度和运条方法。
九、烧穿
焊接过程中,熔化金属自坡口背面流出,不锈钢焊接管形成穿孔的缺陷称为烧穿。烧穿是焊条电弧焊常见缺陷之一。

产生原因:焊接电流大,焊接速度慢,使焊接管过度加热;坡口间隙大,钝边过薄;焊工操作技能差等。
防止措施:选择合适的焊接工艺参数及合适的坡口尺寸;提高焊工的操作技能等。
十、裂纹
卫生级不锈钢焊管裂纹按其产生的温度和时间的不同可分为冷裂纹、热裂纹和再热裂纹;按其产生的部位不同可分为纵裂纹、横裂纹、焊根裂纹、弧坑裂纹、熔合线裂纹及热影响区裂纹等。裂纹是焊接结构中最危险的一种缺陷,不但会使产品报废,甚至可能引起严重的事故。

(一)热裂纹
焊接过程中,焊缝和热影响区金属冷却到固相线附近的高温区间所产生的焊接裂纹称为热裂纹。它是一种不允许存在的危险焊接缺陷。根据焊管热裂纹产生的机理、温度区间和形态,热裂纹又可分成结晶裂纹、高温液化裂纹和高温低塑性裂纹。
产生原因:主要是熔池金属中的低熔点共晶物和杂质在结晶过程中,形成严重的晶内和晶间偏析,同时在焊接应力作用下.沿着晶界被拉开,形成热裂纹。热裂纹一般多发生在奥氏体不锈钢、镍合金和铝合金中。低碳钢焊接时一般不易产生热裂纹,但随着钢的含碳量增高,热裂倾向也增大。
防止措施:严格地控制不锈钢焊接管及焊接材料的硫、磷等有害杂质的含量,降低热裂纹的敏感性;调节焊缝金属的化学成分,改善焊缝组织,细化晶粒,提高塑性,减少或分散偏析程度;采用碱性焊接材料,降低焊缝中杂质的含量,改善偏析程度;选择合适的焊接工艺参数,适当地提高焊缝成形系数,采用多层多道排焊法;断弧时采用与母材相同的引出板,或逐渐灭弧,并填满弧坑,避免在弧坑处产生热裂纹。
(二)冷裂纹
焊接接头冷却到较低温度下(对于钢来说在M。温度以下)产生的裂纹称为冷裂纹。冷裂纹可在焊后立即出现,也有可能经过一段时间(几小时、几天甚至更长时间)才出现,这种裂纹又称延迟裂纹,它是冷裂纹中比较普遍的一种形态,具有更大的危险性。
产生原因:马氏体转变而形成的淬硬组织、拘束度大而形成的焊接残余应力和残留在焊缝中的氢是产生冷裂纹的三大要素。
防止措施:选用低氢型焊接材料,使用前严格按照说明书的规定进行烘焙;焊前清除焊件上的油污、水分,减少焊缝中氢的含量;选择合理的焊接工艺参数和热输入,减少焊缝的淬硬倾向;焊后立即进行消氢处理,使氢从焊接接头中逸出;对于淬硬倾向高的不锈钢焊接管,焊前预热、焊后及时进行热处理,改善接头的组织和性能;采用降低焊接应力的各种工艺措施。
(三)再热裂纹
焊后,不锈钢焊接管在一定温度范围内再次加热(消除应力热处理或其他加热过程)而产生的裂纹叫做再热裂纹。
产生原因:再热裂纹一般发生在含钒、铬、钼、硼等合金元素的低合金高强度钢、珠光体耐热钢及不锈钢中,经受一次焊接热循环后,再加热到敏感区域(550~ 650℃)而产生的。裂纹大多起源于焊接热影响区的粗晶区。再热裂纹大多数产生于不锈钢焊接管和应力集中处,多层焊时有时也会产生再热裂纹。
防止措施:在满足设计要求的前提下,选择低强度的焊接材料,使焊缝强度低于母材,应力在焊缝中松弛,避免热影响区产生裂纹;尽量减少焊接残余应力和应力集中;控制焊管焊接热输入,合理地选择预热和热处理温度,尽可能地避开敏感区。
豪克能焊接应力消除设备消除焊接应力80%以上!
焊后利用豪克能推动冲击工具以每秒二万次以上的频率沿焊缝方向冲击焊缝的焊趾部位,使之产生较大的压缩塑性变形,使焊趾处产生圆滑的几何过渡,从而大大降低了焊趾处余高、凹坑和咬边造成的应力集中;消除了焊趾处表层的微小裂纹和熔渣缺陷,抑制了裂纹的提前萌生;调整了焊接残余应力场,消除其焊接拉应力,在焊趾附近并产生一定数值的残余压应力;同时使焊趾部位的材料得以强化。因此,豪克能消除应力处理能同时改善影响焊缝疲劳性能几个方面的因素,如:焊趾几何形状、残余应力、微观裂纹和熔渣缺陷、表面强化等,所以,能大幅度提高焊接接头的疲劳强度和疲劳寿命。

文章转载于知乎机械加工工艺,https://zhuanlan.zhihu.com/p/28171086







 扫一扫加我好友!
扫一扫加我好友!